folyamatrendszer működését és a termelési folyamatban szereplő gazdasági szektorok kapcsolati
rendszerét!

1. Ismertesse a termelési folyamat mikro- és makro környezetének szereploit ...
2. Ismertesse a logisztika 6M elvét és a termelési folyamatban működő JIT elvet!
3. Mit értünk termelési folyamatjellemzőn?...
4. Ismertesse a 3M módszert!
5. Rendszerezze a termelési folyamatban használatos időalapokat, ...
6. Ismertesse a termelési kapacitás, a kihasználás ...
7. Rendszerezze a kapacitás kihasználás időmutatóit, ...
8. Értelmezze a termelési nyílt és rejtett tartalékokat, ...
9. Csoportosítsa a termelési rendszereket tömegszerőségi fokok...
10. Ismertesse a műhely rendszerű termelés elrendezés típusait...
1. Ismertesse a termelési folyamat mikro- és makro környezetének szereplőit, az irányítási
folyamatrendszer működését és a termelési folyamatban szereplő gazdasági szektorok kapcsolati
rendszerét!
2. Ismertesse a logisztika 6M elvét és a termelési folyamatban működő JIT elvet! Miért van
kibékíthetetlen ellentét a logisztika és a termelés között?
6 M elv: megfelelő - áru, időben, helyre, mennyiségben, minőségben,
költségráfordítással.
A JIT elv lényege: a teljes folyamat minden szakaszában, kezdve az
alapanyag, alkatrész stb. ellátástól a végtermék fogyasztóig való szállításáig, a
feladatokat az aktuális lehívások alapján oldják meg.
A fejlesztések évtizedeken keresztül elsősorban a tényleges
termékelőállítás területére koncentrálódtak ® diszharmónia alakult ki. További
tartalékok ma már elsősorban az ellátás-elosztásban lelhetők. Ezért ma alapvető
feladat az ellátás-elosztás idejének rövidítése, a készletek e területen való
csökkentése.
A termelés területén bevált módszereket ki kellett terjeszteni az ellátáselosztás
területére is ® a logisztika irányába való fordulás.
3. Mit értünk termelési folyamatjellemzőn? Ismertesse a normák fajtáit és meghatározásuk módját!
Folyamjellemzők: mutatószámok, amelyek valamely folyamat tulajdonságait írják le.
Legismertebb folyamatjelzők a normák.
Idő, teljesítmény, anyagnormákkal foglalkozunk.
Időnorma: az az emberi munka, vagy gépi idő felhasználás, amely valamely feladat tartós végrehajtásához – meghatározott szervezeti és műszaki feltételek mellett szükséges. t (óra/db)
Teljesítménynorma: az a termék mennyiség, amely meghatározott szervezeti és műszaki feltételek mellett – időegység alatt előállítható. n (db/óra)
Normák meghatározásának módjai:
- Globális módszerek:
- Szabatos módszerek
- megfigyelés – mérés –elemzés
- adattáblázatokat felhasználó módszerek
- műszaki számítás
- kiszabási módszer (anyagnorma meghatározás)
4. Ismertesse a 3M módszert! Milyen esetekben, milyen lépésekben és milyen célokra használható a módszer?
3M-módszer:
Mozdulatelemzéses
Munkatanulmányozás és
Munkakialakítás
A mozdulatelemzés célja: felismerni és kiszűrni az emberi tevékenységekből a
felesleges, fárasztó, hosszú és rossz mozdulatokat. Ezek helyet egy kényelmes mozdulatsor kialakítása.
- alkalmazási terület: ahol az emberi (elsősorban kézi) munkavégzés
dominál (szerelés, konfekció-ipar, műszeripar stb.)
Példák:
- sport
- autó
- szerelés-előkészítő raktár (körforgó ember),
- szerelőszalag,
- reluxás: kifejezetten balkezes szerelőt keres,
- íves zongorabillentyű-sor,
- 100 csavar-100 anya.
5. Rendszerezze a termelési folyamatban használatos időalapokat, meghatározásuk módját és
szemléltesse egymáshoz viszonyított arányaikat diagramon kifejezve!
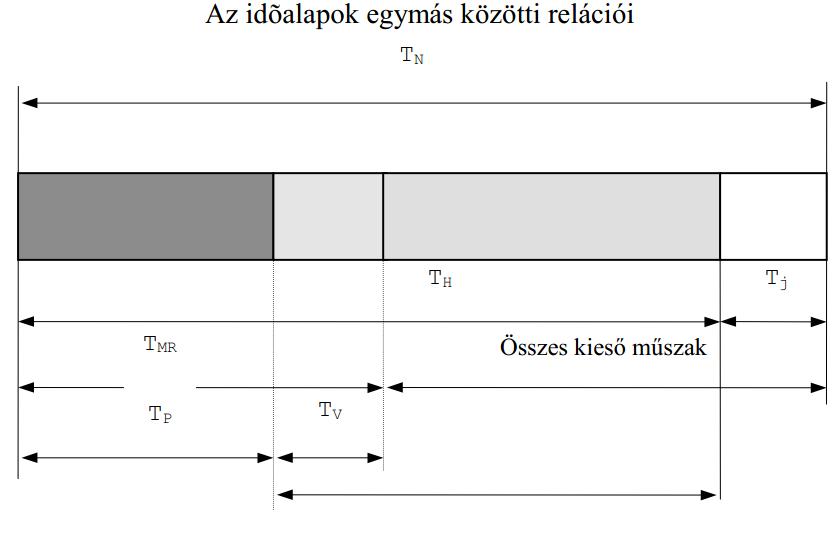
Az idõalapok csoportosítása:
· naptári idõalap,
· hasznos idõalap,
· munkarendszerinti idõalap,
· produktív idõalap.
A naptári idõalap (TN) valamely idõszak naptári napjainak, óráinak,
perceinek teljes mennyiségét jelenti. Számítása az alábbi összefüggéssel
lehetséges:
TN= 24 . nn .kh (gépóra),
nn - a naptári napok száma,
kh - a homogén gépcsoportba tartozó (egymással gazdaságosan
helyettesíthetı) gépek száma.
A hasznos idõalap (TH) a naptári idõalapnak az a része (percekben, órákban,
napokban stb. kifejezve), amely alatt a termelõ berendezés a gazdaságosan
megengedhetõ maximális terheléssel üzemeltethetõ. Számítása az alábbi
összefüggés segítségével történhet:
TH = TN - TJ (gépóra),
TJ - a legjobb (élenjáró) módszerek segítségével végzett javítási, karbantartási tevékenységek, valamint biztonsági vizsgálatok időszükséglete, folytonos üzem esetén.
A munkarendszerinti idõalap (TMR) a naptári idõalapnak az a része, amely
alatt a termelõ berendezésnek - az elfogadott munkarend értelmében -
dolgoznia kell. Számítása az alábbi összefüggéssel lehetséges:
TMR= TN- TÖK (gépóra)
TÖK - az összes kieső műszak ideje
A produktív idõalap (TPR) a munkarendszerinti idõalapnak az a része, amely
alatt a termelõ berendezés ténylegesen termel. Számítása az alábbi összefüggéssel történhet:
TPR = T MR - TV (gépóra),
TV - a munkarenden belüli veszteségidők.
6. Ismertesse a termelési kapacitás, a kihasználás és a kihasználási index fogalmát és számítási módjait!
termelési kapacitás (N) valamely adott termelõ berendezés teljesítõképességének felsõ határa. Számítási képlete:
![]()
nk - a kapacitás teljesítménynorma,
tk - a kapacitás időnorma.
A kapacitás kihasználás (Nkh) egy adott idõszak termelésének kifejezõje, a ténylegesen elõállított termékmennyiséget adja meg. Számítása az alábbi összefüggéssel lehetséges:
![]()
n - a haladó átlag teljesítménynorma,
t - a haladó átlag időnorma.
A kapacitás kihasználás indexe (hk) egy adott idõszak kapacitás kihasználásának és kapacitásának hányadosa. Százalékos értéke az alábbi képlettel határozható meg:
![]()
7. Rendszerezze a kapacitás kihasználás időmutatóit, számítási módjukat és szemléltesse egymáshoz viszonyított arányaikat diagramon kifejezve!
A termelési kapacitás kihasználásának idõmutatója (tkh) az az idõmennyiség, amely az elõállított termékmennyiségre a hasznos idõalapból esik. Számítási képlete:
![]()
 A termelési kapacitás kihasználásának redukált idõmutatója (tkh R ) az az idõmenyiség, amely a munkarendszerinti idõalapból a megtermelt termék egységére esik. Számítása az alábbi összefüggéssel lehetséges:
A termelési kapacitás kihasználásának redukált idõmutatója (tkh R ) az az idõmenyiség, amely a munkarendszerinti idõalapból a megtermelt termék egységére esik. Számítása az alábbi összefüggéssel lehetséges:
![]()
hT - a munkarendszerinti és a hasznos időalap hányadosa
8. Értelmezze a termelési nyílt és rejtett tartalékokat, számításuk módját, és a nyílt tartalék termelésbe vonásának lehetőségeit!
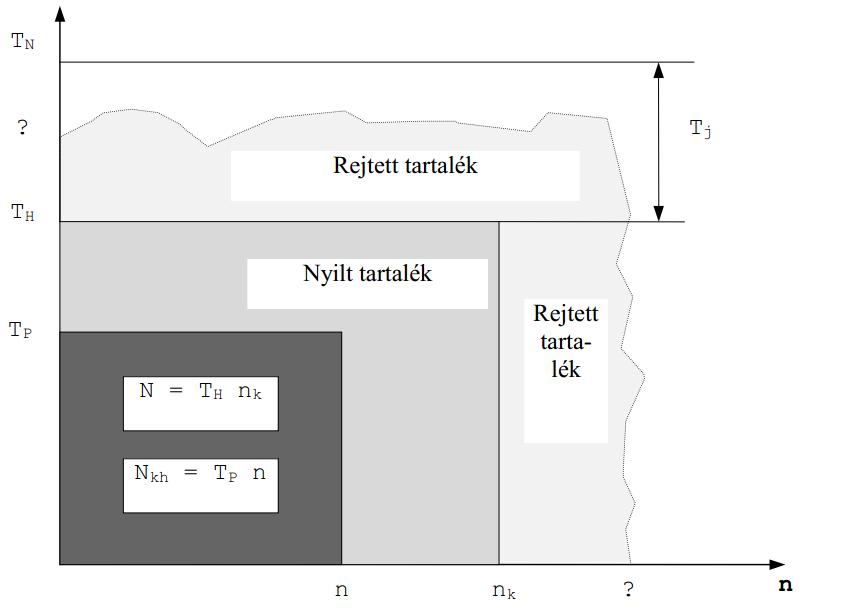
nyílt tartalék termékegységben kifejezve (NT) az alábbi összefüggéssel határozható meg:
NT = N – Nkh
A nyílt tartalékok termelésbe vonása a produktív idõalap növelésével
· extenzív módszerek
= a meddõidõk csökkentése,
= a munkaidõ növelése (nyújtott mûszak, túlóra),
= a nem felhasznált mûszakok termelésbe állítása,
= az eddig nem használt (tartalék) berendezések üzembe állítása,
= a szûk keresztmetszetek kiküszöbölése,
= a bõ keresztmetszetek jobb kihasználása.
- A nyílt tartalékok termelésbe vonása a teljesítménynorma
növelésével
· intenzív módszerek
= a termelõ munka ésszerûsítése,
= a legjobb munkamódszerek általános alkalmazása,
= a szellemi munka fokozott bevonása.
9. Csoportosítsa a termelési rendszereket tömegszerőségi fokok és a specializáció mérőszáma
szerint!
A termelési profil és a termék bonyolultsága
- stabil profil,
- rugalmas profil,
- a termék összetettsége, mint a bonyolultság kifejezője.
- A termelés szervezési típusának megválasztása
- a termelési feladat tömegszerűségének értelmezése,
- az összmunkaidő igény meghatározása.
Az összmunkaidő igény (Tmö ) az alábbi összefüggéssel számítható:
Tmö = Nkh . Tt (óra/év),
Nkh - a tervezett termékmennyiség (db/év),
Tt - az egy termék előállításához szükséges munkaidő ráfordítás (óra/db).
A tömegszerűségi fok az adott időszakban (általában 1 év alatt) legnagyobb mennyiségben előforduló termék terhelési arányát fejezi ki.
A termelőegység átlagos tömegszerűségi foka (hTf )
THö - a termelőegységben lévő munkahelyek összes hasznos időalapja (gépóra/év),
Nkhm - a vizsgált időszakban legnagyobb mennyiségben előforduló termék (db/év),
n - a termelőegységben lévő munkahelyek száma,
THi - az i-edik munkahely hasznos időalapja (gépóra/év).
A munkahely tömegszerűségi foka (hTm ) minden munkahelyre külön-külön meghatározható, az alábbi összefüggés segítségével:
![]()
t - a vizsgált munkahelyhez kapcsolódó műveleti idő
I - két egymást követő terméknek a vizsgált munkahelyen való áthaladása között eltelt idő (ütemidő)
10. Ismertesse a műhely rendszerű termelés elrendezés típusait, a termék útját a rendszerben, a rendszer előnyeit és hátrányait!
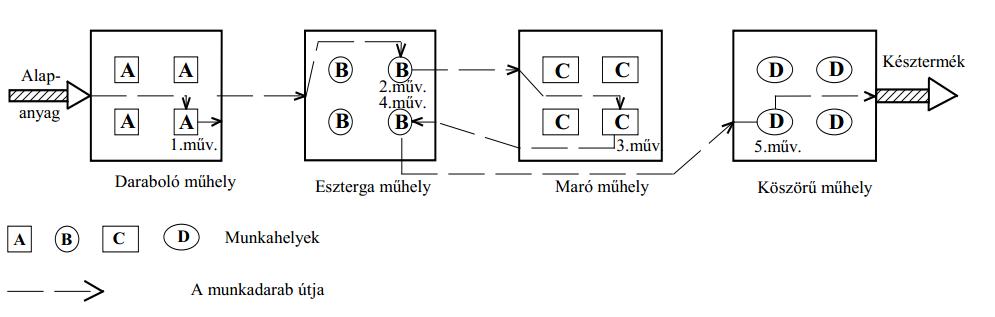
A műhely-rendszerű termelés előnyei:
- a géppark jól áttekinthető, tagolható;
- a technológiai ellenőrzés jól megoldható;
- a gépek egyenletes terhelése operatív beavatkozásokkal biztosítható;
- a termelési terület jól kihasználható;
- a profil változására kevésbé érzékeny.
A műhely-rendszerű termelés hátrányai:
- nagyok az anyagmozgatási távolságok, ezért hosszú az átfutási idő;
- magas a termékegységre jutó önköltség;
-a felelősség nehezen állapítható meg;
-nagy az előkészületi és a befejezési idő;
-a termék készenléti fokának megállapítása körülményes.