
AZ ELEKTROMOSSÁG ALAPJA A SZOROS KÖTÉS !!!
Első gyakorlat.
Szoros kötést sokféle módszerrel létrehozhatsz, de az elektronikai kötések a következő kritériumoknak kell hogy megfeleljenek:
Jó villamos és hővezető képesség.
Azonos vagy eltérő típusú, főként fémesjellegű anyagok közötti kötési képesség.
A felületi oxidáció elhanyagolható legyen. \ a fémoxidok általában gyengébben vezetők \.
Kis méretű kötéseket is létre lehessen hozni.
Kevés energiafelhasználással elkészíthetőek legyenek.
Tömör szerkezetű, korrózióálló kapcsolódási pont , hosszúidejű stabilitással.
Oldható, javítható legyen a kötés.
Széles működési hőmérséklet tartományba alkalmazható.
A ragasztás, hegesztés, szegecselés és egyéb speciális technológiák mellett a legelterjedtebb elektronikai kötés a FORRASZTÁS. A felsorolt követelményeknek maradéktalanul eleget tesz, és olcsó, egyszerű eszközökkel is akár házilagosan megvalósítható. Nagy számban, gyorsan elkészíthetők a forrasztott kötések, jól reprodukálhatók és javíthatók. A legfontosabb az anyagok ismerete és a megfelelő technológia kiválasztása, no és természetesen némi gyakorlás is szükségeltetik. A következő sorok megpróbálnak eligazítani e kényes téma sűrű útvesztőjében.
NE FELEDD A TOVÁBBI MUNKÁD SIKERE ETTŐL FÜGG FELERÉSZBEN!
Sikerül e elkészítened elképzelésed stabilan, időtállóan. a legkisebb ötlettől a legnagyobb projektig? Itt most a nagyüzemi módszerekről nem lesz szó, annál is inkább arról, hogy hogyan idulj el, illetve mire kell majd ügyelned. Ma már nem ritkák a tizedmiliméteres kivezetéssel rendelkező ic-k, amelyek esetenként komoly értéket is képviselhetnek. Sok bosszuságtól ment meg ha megtanulsz jól forrasztani és sűrűn gyakorlatozol. Olyan lesz ez, mint a sportoló teljesítménye a csúcson maradáshoz. A kitartó edzés, a pontos megfigyelés és az eredmények elemzése meghozza a sikert, a régvárt és biztos eredményt, a legkényeseb helyzetekben is. Természetesen azért a minőséggel arányosan egyre jobb eszközökre is s szükséged lesz. No elég a rizsából, térjünk a lényegre!
A leirt módszerek saját ismereteim és tapasztalatim alapján születtek, \ vagy nem szégyen másoktól lestem el :-) \ . Lehetne jobbakat is kitalálni, de nekem ezek is megfelelően működnek. A következőben bemutatom a módszerimet az alapoktól egy elfogadható szintig követve. A speciális dolgokra itt nem térek ki. Ahol szükséges az eszközökre is utalok. Természetesen a rendelkezésre álló eszközök behatárolják az elkészült munka minőségét. Célom itt az hogy egyszerű eszközökkel is , megfelelő gyakorlatozás után, elfogadható minőségel készíthesd el az áramköreidet.
AZ ELEKTROMOSSÁG ALAPJA A SZOROS KÖTÉS -->
ELEKTRONIKA = FORRASZTÁS.
Gyakorlati munkám során sok idegen és nagyhírű szakemberrel is együttműködve mindig meglep és elszomorít \ tisztelet a kivételnek \ hogy redkívüli alapos tudásuk mellett, mennyire gyatrán forrasztanak. Jól tudják és kiválóan értik a legbonyolultabb összefüggéseket és mégis, az atyaúristen KI TANÍTOTTA MEG ŐKET forrasztani? Sanos, senki, illetve valószínűen saját maguktól próbáltak rájönni a fortélyokra, esetleg az is lehet hogy nem tulajdonítottak túl nagy jelentőséget az egésznek.
Ne sértődjetek meg most nektek is szólok:
A 100%-os forrasztás fél siker! --- Egy hibás forrasztás biztos kudarc!
Második gyakorlat: vezetékek, alkatrészek forrasztása!
Most kócolni fogunk! Kisebb próbákat, kisérleteket elvégezhetsz "lengőben", az alkatrészek, vezetékek direkt összeforrasztásával is. Ez általában alap szinten a működés ellenőrzéséhez a kapcsolás kipróbálásához jó. A végleges tartólap, panel megtervezése előtt segít kideríteni az áramkör gyenge pontjait.
FORRASZTÁS: Stabil elektromos kötés két vezető között, melyet a vezetők olvadáspontjánál alapcsonyabb hömérsékleten folyékony kötöanyag - forrasz - lehütésével történt megszilárdulásával nyerünk. Estünkben a legszakoribb vezetőanyagok a réz, vagy ónozott rézvezetők kötéséről van szó. A forraszanyag általában 2-300 fokon ovadó on-olom ötvözet, amit egyszerűen ON-nak vagy forrasztóonnak nevezünk. Számtalan fajtája létezik, de leggyakrabban az egyszerű gyantásónt használhatjuk. Elektronikai munkákhoz a 0.8 - 1.2 mm átmérőjű ón használata ajánlatos. Részletesen a forrasztási segéganyagoknál ovashatsz róluk. A másik nagy szereplő amellyel a kötés kialakításához szükséges hőmérsékletet bíztosíthatod, a FORRASZTÓPÁKA. Ez is az egyszerűtöl az autómatikusig számtalan féleségben kapható. A célfeladat dönti el hogy melyiket használd. Később bemutatom, hogyan lehet az olcsóbb eszközökkel is, megfelelő gyakorlással, bonyolultabb feladatokat is megoldani.
Sokan nem tuladonítanak nagy figyelmet egy fontos tényezőnek, és az a jó minőségű anyagok használata mellett a TISZTASÁG! Igen a tisztaság. Csak megfelelőenelőkészített, tiszta felületű anyagok között jöhet létre a tökéletes, idegen anyag és zárványmentes kötés. Bár látszólag töbletmunkát okot de én személy szerint az alkatrészek előónozásának a híve vagyok. Ajánlom minden felületet tisztítsatok meg és onozzatok elő a végleges összeforrasztás előtt.
A vezeték forrasztását a végek megtisztításával, a szigetelés eltávolításával -blankolás- kell kezdeni. A vezetéket mindig 2-3mm el hosszabban csupaszítsd meg mint a szükséges hosszúság. Ha zománchuzalt használsz, és nem forrasztható lakkszigetelésű, először a lakkot acetonban -körömlakklemosó- próbád leoldani és utánna benzines vagy alkoholos vattával töröld át a felületet. Minnél vékonyabb a felület annál tisztábban kell előkészíteni. Ha a lakk nem oldódik akkor marad a fáradségos kapirgálás. Késsel, szikével el kell mechanikusan távolítani a lakkot, míg fémtiszta felületet nem kapsz. Ez inkább vastagabb drótoknál hatásos. Vigyázz a késsel mélyen ne nyomd be a felületet, a karcolás helyén későbbiekben eltörhet. A selyemborítású huzalokat -litze- le szokták égetni. Ezt nem nagyon ajánlom, mert kormos lesz a felülete és kilágyul. Savval próbáld leoldani, és utána alapos mosás, de azért ha óvatosan égeted esetleg az is megteszi. Időnként kaphatók olyan zománchuzalok is amelynek lakkja erősebb hőre sem ég meg inkább leolvad. Ezeket a pink vagy érdekes zöld színűkről imeren fel, és persze úgy hogy megpróbálom forrasztani. Háztartási gépek tönkrement motorjaiból és tekercsiből is néha kinyerhetőek.

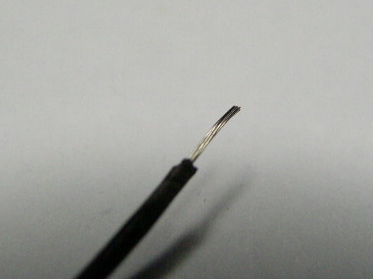
A tömör huzaloknál nincs különösebb gond, csak arra ügyelj a szigetelés eltávolításánál a felületet ne vágd be mert el fog a későbbi hajlítás esetén törni. Pont akkor amikor nem számítassz rá! A többszálas vezetékek végeit feltétlenül csavard el a képen látható módon. Lehet az óramutató járásával megegyezően és ellentkezően is. Én a képpel ellentétben az ellentkezőre szavazok \ balos perdület az elektronoknál :-) \ mert igy szoktam meg. Az egészben csak annyi a haszon hogy későbbi javításkor vagy többszöri forrasztáskor nem állnak ki a szóló szálak -sörték- a vezetékből essetlegesen oda is érintkezve ahol zárlatot okozhatnak. És pont. Szóval csavarni jobbra vagy balra - a szálakat mechanikailag erősíti és ez a hajlitásmál is kedvező. Azért mert a tömörre csavart szálak közé kevesebb ón folyik be. Ha túl sokáig forrasztjuk a vezetéket és laza a sodrat akkor sok ón folyik be a szálak közé. Ez hajlításkor rideggé teszi a drótot igy az könnyen el törhet. A megfelelően előkészített felületeknek tisztának, fényesnek kell lennie, lehetőleg oxidmentes felületet kell létrhozni mechanikus vagy vegyi uton: pl az erősebben oxidálódott anyagot folyasztószerbe kell mártani a forrasztás előtt. A folyasztószer a hő hatására felodja a felületről a szennyeződéseket és az oxidréteget, szabaddá téve azt a forraszanyaggal. ónnal való nedvsedéshez. A folysztószerekről részletesebben a segédanyagoknál olvashatsz. A tiszta, gyárilag ónozott alkatrészek forrasztásához elegendő gyantás ónt használni. Külön folyasztószer nem kell, a gyanta elegendő mint dezoxidálószer. Elektronikákhoz ne használj a hegesztések tisztításához előszeretettel használt savas folyasztószereket, mert a savmaradványok idővel szétmarhatják az elkészült müvet. Itt biztos, hogy nem biztos a kötés!

A forrsztás technikája rendkívül egyszerű. A bonyolultságát általában csak az adja hogy mindent időre kell végezni és egyszerre három dolgot kell \esetleg négyet\ tartani a két kezeddel. A három fő dolog: az anyag -huzal- , a páka és az ón. A legegyszerűbb ha az ónból lehajtasz egy keveset és lefekteted az asztalra. Az ónhuzal végét felhajtod derékszögben a levegőbe kb 5 - 1ö cm hosszban. Ha elfogyott ujra leteker, lefektet, felhatjt. Ez az állás vezetékónozáshoz kiváló, és máris csak a páka és az ónozandó huzal mozog a levegőben. Ezt már győzheted a kétkézzel. Tiszta, sodrott huzalok előónozásánál a tiszta és megfelellő hőmérsékletű pákahegyre nyomsz egy kis ónpettyet a képen látható módon és áthúzod a pettyen a huzalt a vége felé.

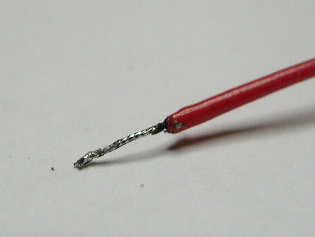
Sajnos ha lassan csinálod a huzal vagy csimbokos lesz és nem szép fényes! Az oka hogy túl meleg a páka és , vagy sokáig olvadozott az ón a pákahegyen. Az eredmény a képen látható, a gyanta kiégett ezért salakos, elöregedett, eloxidált ón. Túrós felület, nem szép látvány. Állítsd lejjebb a páka hőmésékletét és tisztísd meg a páka hegyet! Ilyen szerszámmal kizárt a jóminőség elérése! Kezdjük ujra!

Vizezd meg a szivacsot, és nagyon erősen csavard ki. A tisztitásnál a pákahegynek nedvesednie kell hogy az olvadt gyanta és salakmaradványok leolvadjanak, lejöjjenek. Figyelem! Azonban ha a szivacs túl nedves a pákahegy hirtelen lehül és a bevonata megrepedezhet. Ezt mindenképpen el kell kerülnöd! Ha a pákahegyet hosszú ideig túlhevíted megváltozik, kiég a felülete és elszineződik, megfeketedik. Ilyenkor nem érdemes megcsiszolni már mert csak lecsiszolod a bevonatot, fényes soha nem lesz már. Az eredmlnye az hogy az ón nem nedvesíti kellőképpen, foltokban, göbökben összeáll a felületén. Ez mindenre jó csak tiszta munkára nem. Ha lehet elektronikákhoz hőmérsékletszabályzott pákát és bevonatos hegyeket használj! A sima rézhegyben az ón oldja a hegyet és az hamarosan elveszti az alakját. Deformálódott heggyel nehéz precíz munkát végezni. Ha megnézed a pákakatalógusokat, a komolyabb típussokhoz nem véletlenül fejlesztenek ki annyi féle hegyet. Mindegyiknek megvan a saját kis titka.

Na akkor mégegyszer! Fémtiszta, megfelelő hőmérsékletű pákahegy, ami ónszinűen fénylik. Nyomd rá a gyantásónt és számolj! Az ónpötty elterül, körkörösen szétfolyik a hegyen, a feti képen látható módon. Legalább 5 - 15 másodpercig a petty fényes ónszinű. Ez már jó eredmény. várj még, szemléld egy kicsit! Jegyezd meg ezt a beállítást és időt a pákához, idáig lehet jól forrasztani vele.

Idővell assan megszürkül, esetleg arany-bíbor színben játszik a felülete. Ekkor már erősen oxidálódott és az alkotók kiégtek. Még több idő elteltével a felület széle megfeketedik a kiégett gyantától és a felület salakzárvényos lesz, megtúrosodik.

Ez már a pákahegynek sem jó. Ajánlatos letisztítanod, és ha nem használod tovább levenni a hőmérsékletet, vagy kikapcsolni a pákát. A visszakapcsolás és üzemi hőmérséklet elérése után ujra tisztít és előónoz! Forraszt, tisztit, előónoz, forraszt! És igy tovább, a gyakorlat teszi a mestert. Az elkészült forrasztáson már szemlevételezéssel is láthatod hogy sikeres e? A felületnek fényesnek és tisztának, felesleges óntól mentesnek kell lennie. Tévedés, nem attor szoros a kötés hogy bazi sok ón van rajta, attól, hogy tömör és tökéletes, zárványmentes! Ehhez az ónnak akadálytalanul meg kell nedvesíteni a felületet mindenhol. A felesleget a pákának a vezeték vágéhez húzásával tudod eltávolítani.
A sodort vezetéken látnod kell a sodratot akkor megfelelő az ón mennyisége. A műanyagnak a vége leolvadhat a vezetékre, de nem szabad égettnek vagy kinyíltnak lennie. Nagy hiba ha a forrasztás alatt hosszában felreped a műanyag vagy szálak látszanak ki belőle. Ezek mind pontenciális zárlathelyeket tartogatnak a későbbi időkre. Vastagabb vezetékeknél a pákahegyet szintén elő kell ónozni. A vezetéket utánna nedvesitsd meg egy ponton az ónnal úgy hogy odanyomod a pákát, és utánna ha felmelegedett, a másik kezeddel az ónt most már a vezetéknek nyomva, adagolva annak végig kell futtatni az egész felületén. Ha mindenütt megfutott vedd el az ónt és a pákát húzd el a vezeték vége felé. Tarsd a vezetéket enyhén y huzásirányban lefelé. Láthatod, a felesleges ón is vele megy. Ha nemsikerült ónozd át ujra és próbáld meg ujra lehúzni. Ez az újra ónozás pazarlásnak tűhet, de nem, az mert megint gyantát ad a felülethez menetközben kiégett helyére, segítve ezzel a felület nedvesedését, fényesedését. Ha begyakoroltad, próbáld meg sima bádogoss cinnel is és érezni fogod a különbséget.
A elején mondtam ugye, hogy hosszabbra hagyd a vezetéket. Na most itt a vége, az összgyült ónnal. Etz most levághatod! Akárhogy is próbálod nehéz maradéktalanul lehúzni az ónt a vezetékről,nem érdemes játszani vele, ezért mondtam inkább hagyd hosszabbra. Ha minden sikerült, egyenletesen szép, tiszta, fényes vezetékvéget kaptál. Ez az amelyet könnyűszerrel be tudsz dugni a legkisebb sorkapocsba, vagy nyugodtan ráforraszthatsz a legfinomabb kis csatlakozóra, panelre is garantálom jó ideig nem fog letörni, vagy kimozdulni.
CSATLAKOZÓK: A csatlakozók forrasztásánál halmozottan jelentkezik a tiszta felület problémája. Sajnos egyes gyármányok nem megfelelőek, elég nehézkesen forraszhatóak. Ezeken kifoghatsz forrasztóolaj vagy paszta alkalmazásával. A probléma a felületkezelésben rejlik. Egyeseket ónoznak, aranyoznak, de vannak ezüstözött vagy nikkelezett felületűek is. A gyantás ón gyenge és kíméletes oxideltávolító ezért általánosan kedvező a használata, de nem itt a problémás helyeken. A nikkel egyenesen utálja a gyantát, a legmakacsabb, az ón szinte lefolyik, aztán lehűl és elválik a vezeték. A elektronikai forrasztózsírok segítenek a felület nedvesítésénél, esetenként a koranyagok sőt még az aluminium is forraszthatóvá válik. Az ezüstözött csatlakozóknál az a probléma hogy a tiszta ón kioldja a felületről a vékony ezüstréteget és az korrodélódhat. Itt ezüsttartalmú ón a segítség. Kismennyiségben ezüstöt adagolnak és csökken a kiodódás mértéke.
Ajánlom hogy a csatlakozók minden érintkezőjét forrsztás előtt ónozd elő. Igy szemrevételezéssel, egy nagyító segítségével ellellenőrizheted az ősszes csatlakozási pont minőségét, tisztaságát. Különösen a miniatűr csatlakozók esetében rövid idejű melegítés használj nert a műanygház megolvadhat és az érintkező elmozdulhat a helyéről, tönkremegy. Itt is előnyösebb a kétszeri rövid melegítés mint az egy hosszú. Az első melegítésnél -előónozás- a vájatos vagy furatos forrfüleket rögtön fel is töltheted a kívánt mennyiségű ónnal. Igy a második forrasztásnál az előónozott vezetéket csak belenyomod a forrfülön egy pillanatra megolvsztott ónba és hagyod lehülni. Két kézzel is győzöd, nem kell a harmadik, mivel ha kellően gyors vagy nem kell ónt adagolnod. Pl a 25 pol CANON esetén igy kiváló forrasztási sebesség és tökéletes kötés érhető el.
LENGŐ VEZETÉK KÖTÉS: Szívem szerint ezt lehetőleg kerülni kellene, hiszen mire valók a sorkapcsok... De vannak esetek amikor a szükség törvényt bont! Pl ha egy kisadapterre egy beöntött dugót kell szerelni, és sehol nem kapható a típus forraszthatós változata. Vágd le a dugó és az adapter vezetékét a kívánt hosszra, de úgy hogy a két vezeték közül az egyik hosszab legyen pár centivel a dugón, és a másik ugyanakkorával az adapteren. Igy a két kötés nem esik majd egy vonalba, és kisebb lesz a zárlat esélye. Húzz mindkét vezetékre egyező zsugorcső darabot és a másik oldalon a két vezetékre egy vastagabbat, amely olyan hosszú hogy mindkét kötést átérné. Csupaszítsd le a vezeték végeket és polariáshelyesen szemből csavard össze. Tehát egyik vezetékpár balról jön és a másik jobbra távozik. A kötések természetesen nincsenek egy vonalban. Vékonyan ónozd össze mindkét csatlakozást, úgy hogy ne legyen dudor rajta. Húzd rájuk a két vékony zsugort és melegítsd rá hőlégfúvóval. Az öngyújtó nem olyan jó mert kormol, esetleg égethet is. Húzd az egészre a vastagabb zsugort és melegítsd rá. A végén próbáld ki hogy jól működik e? Sok sikert!
Most már bíztosan tudsz forrasztani !? Vezetéket!
FORRASZTÁS KÉNYES HELYEKEN
Harmadik gyakorlat: Nyomtatott áramkörök forrasztása!
Nyomtatott áramkörök sikeres forrasztásához nagyobb gyakorlatra lesz szükséged. Ha már vezetékeket és alkatrészeket kiválóan tudsz ónozni és forrasztani, keress valami régi rossz rádió vagy erősítő panelt. A bolhapiacon is találhatsz ilyet olcsón ha nem találnál a környezetedben. Lehetőleg bakelites panelt válassz elsőre. Ezen nehezebb ugyanis elsőre a forrasztás tökéletes kivitelezése, ezért nagyobb gyakorlatra tehetsz szert.
Először melegítsd meg az egyik hosszabb lábu alkatrész lába és a forrasztási hely mellett a rézfóliát.. Úgy melegítsd meg hogy az ón még ne olvadjon meg a forrponton. A panel egy idő után elkezd barnulni.Ezalatt kérlek mérd folyamatosan az időt. Enyhén nyomd meg az alkatrész lábát a panel felé. Melegítsd tovább és várd meg amíg a fólia felválik. Na most sikerült elcseszned! Ne ijedj meg, ez itt és most nem hiba, pont ez volt a célunk. Most már tudod mit nem szabad! A rézfólia ragasztóval van az alaplemezre rögzítve. Ez a ragasztó ha kiég megszünik a kötés és a fólia feljön. Ha ezt a hibát az elkészült áramkörnél követed el , beméréskor esetleg még nem keletkezik probléma és az áramkör kiválóan működik, de a későbbiekben a lefegő láb rezgése mozgása a foliát elszakítja és bekövetkezik a meghibásodás. Ez nem valami bíztató, ugye ? Ezért fontos hogy csak az előírt hőmérséklettel és a szükséges ideig melegítsük a forrasztást.
Kezdjük ujra! Válassz egy másik lábat. Melegítd meg és ha megolvadt az ón vedd el a pákát. Most a forrpontot melegítsd ujra és mozgasd az ónban az alkatrész lábat. Vedd el ujra a páka hegyét és érinsd vissza ujra. Ha ügyesen csinálod sokkal több idő telik el mire a fólia elválik. Ismételd meg a gyakorlatot különböző tipusú nyákokkal. Egy idő után érezni fogod a nyákok közötti különbséget.
Na most egy kicsit magasabb szinten és megint ujra: Keress két hoszabb lábbal rendelkező alkatrészt Felváltva melegítsd a két forrpontot úgy hogy az ón mind a kettőn megfollyon. Vedd ki az alkatrészt. Ónszippantóval könnyebb lenne, de most az a célunk hogy gyakorlatot szerezz és bármilyen körülmény esetén, kellemetlen helyzetben is helyt tudj állni. Ha ez OK akkor ismételd meg egy három vagy négy lábú tranzisztorral. Itt ne felejts el még plussz ónt adagolni a lábakra, és a pákahőmérsékletet is kicsivel a megszokottnál magasabbra növelni. A nagyobb tömegű ón a ritmusos forrasztás szüneteiben tovább megtartja folyékonyságát és lassabban tud kihülni. Az a művészet , hogy eltaláld a tökéletes ritmust, az ón az összes lábon elegendő hőmérsékletű legyen, de a panelon a fólia mégse égjen el. Ezt a technikát szorgosan gyakorolva véleményem szerint max a 8 lábú kerek ic-k kiforrasztásáig fejlesztheted tovább. Ha sikerült nyugodtan bárkinek eldicsekedhetsz vele, feltéve ha értékeli. Én hatnál már feladtam.
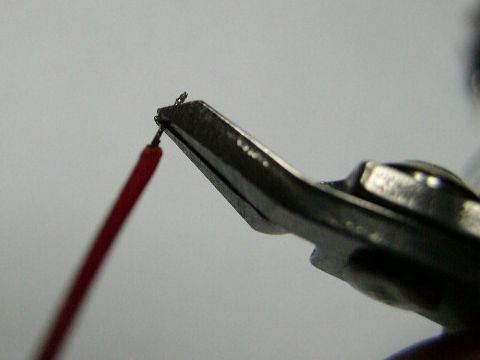
Soklábú IC-k kiforrasztásánál már stratégiát kell választani! Két régi standard stratégia : VESSZEN AZ IC ,ÉLJEN A PANEL vagy a VESSZEN A PANEL, ÉLJEN AZ IC . Ezek a kezdő amatőrök stratégiái. A vesszen az IC a legkönnyebb, itt az összes lábat egyenként el kell csípni egy megfelelően finom fogóval. Ez akár 40L DIP ic-nél is 100%-osan működik. Utána a lábakat egyenként kimelegíted és csipesszel kihúzod. Tisztítsd ki a furatokat szívószalaggal vagy ónszippantóval. Ajánlom hogy helyszíni munkához mindig hordj magadnál egy akkora injekcióstűt ami étfér a furaton, és az óne azzal is kotolhatod a lyukból. Ez a szerszám azért praktikus, mert nincs mindig lehetőség, vagy idő kiszerelni a panelt és az ónszippantó pedig nem biztos hogy elfér. Beforraszthatod az uj hibátlan IC-t. Én a nagyobb lábszámú IC-k helyett általában foglalatot szoktam betenni, igy az ismételt meghibásodás esetén könnyebb a dolgom. Vannak olyan esetek ahol pont egy alkatrészt kell épségben kimenteni . Ez a másik alap stratégia. Itt némely spec csatlakozó esetén a nyáklemeztfűrésszel szoktam bevágni. Igy egyszerre kevesebb lábat kell melegiteni. Itt az alkatrészt satuba fogom és a panelt húzom le ha elég meleg. Több darabra vágás eseten részenként melegítek és pucolok. A közeli lábakat ónnal egy csoportá folyatom össze. A kiemelt alkatrészt lehűlés után folyasztószerrel kezelem és ujra ónozom felhasználás előtt.
De azért az igazi ha a panel és a IC is sértetlen marad kiforrasztás után. Ehhez még több eszköz kell, és mégtöbb gyakorlás. "Könnyű neked akinek van kiforrasztó-beforrasztó állomása számtalan kanállal és egyéb kütyüvel" - mondanád! Tudod mit felelek rá? Az tud csak igazán azzal jól forrasztani aki anélkül is érti a lényeget és begyakorolja a mesterfogásokat és egyszerűbb eszközökön is sikeres tud lenni. Ez azért alapozó, hogy lehessen rá építeni! Na jó elismerem, egy szint felett tényleg számítanak az eszközök és a ráfordított idő. De itt tételezzük fel hogy időnk és anyagunk van bőven, (pl: régi a PC alaplapok fiilérekért beszerezhetők), de az eszközeink hiányosak. Ilyenkor nosztalgiával gondolok vissza a hőskorra, amikor egyszál kopasz pisztolypákával videóprocesszorokat cseréltünk ki a COMMODOROK-ban, ó de szép is volt! Fiatalok voltunk, szerelmesek, és nemcsak az elektronikába! :-))
A következőekben gondolatébresztőnek megmutatok egy egyszerűsített technikát, ahol egy igen értékes és ritka PCMCIA csatlakozót mentek meg az enyészettől egy hibás modulon. Na elő a farbával!

Tételezzük fel hogy van egy pisztolypákám, a hibás modulom és egy kis gyantás forrasztóónom. Mit tegyek? Bár esetleg úgy gondolnád, azért nem reménytelen a helyzet. A pisztolypáka egyik fő erénye, hogy ha megfigyeled, nem csak a hegyén melegít hanem a huzal mentén köröskörbe is. Akár az egész hegyet körbeónozhatnád. Ez magától adja az ötletet, készíthetsz profilos hegyet belőle:
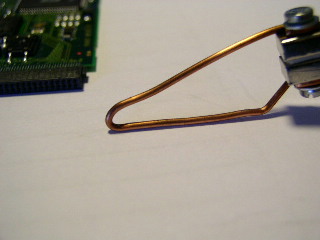
Igy ni! A képen látható módon hajlítsd meg egy fogóval a drótot! Ónozd végig az alsó síkja mentén, és kész is a vonalpáka. Kör alakúra is hajthatnád ha a szükség úgy kivánja. Ezután tégy a csatlakozóra a páka hegyével nagyobb ónpettyeket. Emlékezz ez a hőtehetetlenség miatt is kell. Ja és ne felejts el a kapcsolóval játszani, ugy ahogy az előzőekben tanultuk! A páka hegyének a kívánt hőmérséklettartományon belül kell maradnia!
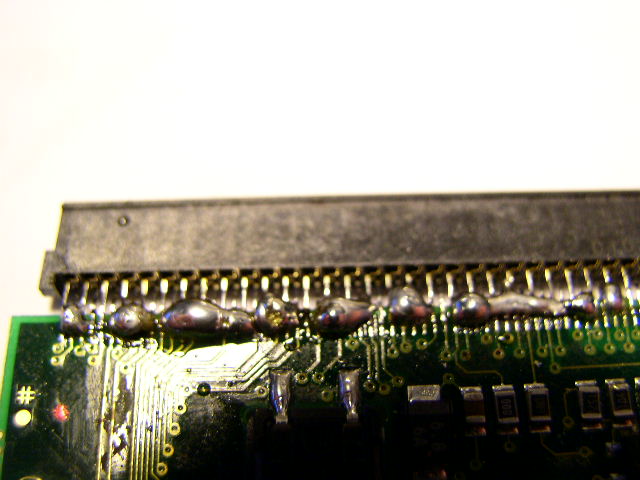
Ezután az ónpettyeket felváltva melegitsd át, és a pákát ügyesen mozgatva hirtelen folyasd össze őket!

Ha kellően meleg a panel és minden lábon megolvadt az ón akkor egy mozdulattal húzd le a csatlakozót a panelról. Közben a kapcsolóval ne felejts el játszani! Mindezd gyorsan, hibátlanul, - profi módon - kell csinálni! Itt a PAD-ek 0.2mm szélesek és pillanatok alatt leégnek a helyükről. Ismétlésre már nem lesz lehetőséged. Az egészhez még egy észrevételem lenne: az SMD csatlakozók műanyaga mintha alacsonyabb hőmérsékleten lágyulna, azért is sietni kell, nehogy deformálódjanak.
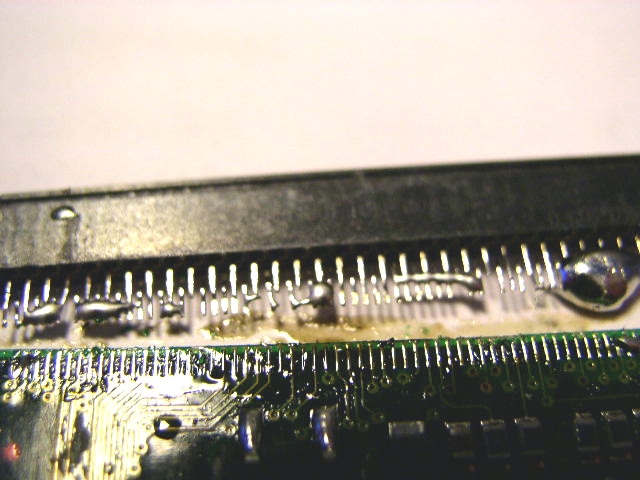
A képen azt hiszem meggyőzően látszik az eredmény. A forrpontokat és a csatlakozótüskéket a továbbiakban ónszívó szalaggal tisztíthatod meg az óntól. Az ügyesebbek egyszerüen a pákahegyet megónozva, megfelelő folyasztószer adagolással kisérve húzzhatják le a feleslegest ónt a panelről és az érintkezőkről.

ÉS ITT AZ EREDMÉNY! Hoppá, úgy látom mintha két láb kissé letörött volna?
Na akkor én még megyek vissza gyakorolni!
Remélem nektek már jobban sikerült!
Egyéb tudnivalók a forrasztásról!
 A forrasztás alatt azt a kötési eljárást
értjük, amikor úgy hozunk létre oldhatatlan kötést,
hogy egy harmadik anyag, a forraszanyag, olvasztott állapotában
kapcsolódik az összekötendő munkadarabokhoz. Jellegzetessége,
hogy az összeforrasztandó anyagok olvadáspontjánál
lényegesen alacsonyabb olvadáspontú forrasz anyaggal diffúziós
kötést hozunk létre. A diffúzió lényege,
hogy az összeforrasztandó anyag és a forraszanyag atomjai
kölcsönhatásba lépnek
A forrasztás alatt azt a kötési eljárást
értjük, amikor úgy hozunk létre oldhatatlan kötést,
hogy egy harmadik anyag, a forraszanyag, olvasztott állapotában
kapcsolódik az összekötendő munkadarabokhoz. Jellegzetessége,
hogy az összeforrasztandó anyagok olvadáspontjánál
lényegesen alacsonyabb olvadáspontú forrasz anyaggal diffúziós
kötést hozunk létre. A diffúzió lényege,
hogy az összeforrasztandó anyag és a forraszanyag atomjai
kölcsönhatásba lépnek
egymással, ez biztosítja az erős forrasztott kötést
(1).
A forraszanyag olvadási hőmérséklete alapján
lágy és kemény forrasztási eljárást
különböztetünk meg. Általában 450 fokig lágyforrasztásról
beszélünk, míg a magasabb hőfokon történő forrasztást
keményforrasztásnak nevezzük. Elvileg mindkét eljárás
azonos, de más és más eszközök szükségesek
a folyamat elvégzéséhez. A lágyforrasztáshoz
elegendő hőfokot biztosítanak a különböző forrasztópákák,
míg a keményforrasztáshoz oxigén és éghető
gáz keverékéből előállított magas hőmérsékletű
láng szükséges.
Az oldhatatlan kötési eljárások bemutatását
most a lágyforrasztással kezdjük. A forrasztás előfeltétele,
hogy a forraszanyagdiffúzió képes legyen a forrasztandó
anyaggal. Az alkalmazási szempontok szerint három alapvető eljárást
különböztetünk meg;
 Mind a három alapeljárás technológiai
sorrendje azonos elveken nyugszik. Első lépésként a fém
felületek mechanikus tisztítását kell elvégezni.
Lemezek esetében drótkefével, csiszolással hozunk
létre fémtiszta felületet, huzaloknál finom csiszolópapírral,
vagy blankoló késsel tisztíthatjuk meg a forrasztani kívánt
felületet.
Mind a három alapeljárás technológiai
sorrendje azonos elveken nyugszik. Első lépésként a fém
felületek mechanikus tisztítását kell elvégezni.
Lemezek esetében drótkefével, csiszolással hozunk
létre fémtiszta felületet, huzaloknál finom csiszolópapírral,
vagy blankoló késsel tisztíthatjuk meg a forrasztani kívánt
felületet.
Második lépés a kémiai tisztítás,
erre a célra alkalmazzuk az úgynevezett folyató szereket.
A folyató szereket mindig az anyag tulajdonságának megfelelően
kell megválasztani. Létezik korrózív enyhén
korrózív és nem korrózív folyató szer.
Korrózív folyató szer a forrasztóvíz, összetétele
ZnCL2 (cinkclorid). Előállítható házilag is oly
módon, hogy higított sósavba cinket adagolunk. Vigyázni
kell, mert a folyamat során hidrogén gáz szabadul fel,
ami robbanásveszélyes. Jól alkalmazható lemezek
és vastag anyagok felületkezelésére, forraszanyag
folyatására. Használat után a felületről langyos
víz segítségével mossuk le, mert savas hatása
a forrasztott felületet is roncsolja.
A forrasztó zsír enyhén korrózív folyató
szer, összetétele cinkklorid-ammóniumklorid és szerves
zsírok folyékony vagy pasztaszerű keveréke. 200-400 fok
között használható. Alkalmazható vezetékek,
vékony lemezek, tárgyak felület tisztítására.
Maradványa langyos oldószeres vízzel távolítható
el.
A fenyőgyanta vagy más néven kollofónum, nem korrozív
természetes alapú folyató szer. Leginkább híradástechnikai
berendezések forrasztásánál alkalmas tisztítószerként.
Semleges kémhatása miatt maradványait nem kell eltávolítani
a forrasztott felületről. A precíziós forraszok segédanyaga.
Az előzőleg említett hármas tagolódást követve
most az alkalmazott eszközöket tekintsük át. A kiválasztás
legfontosabb szempontja, hogy alkalmas legyen az eszközünk a forrasztáshoz
szükséges hőmennyiség biztosítására.
Lényeges, hogy ne melegítsük túl a forrasztani kívánt
anyagot, de biztosítsuk a forrasztáshoz szükséges
hőmérsékletet.
Vastag anyagok forrasztásához különböző forrasztópákákat
célszerű használni (2). Ezek az eszközök úgynevezett
"tűzipákák".  Lényegük, hogy vörösréz
forrasztó fejüket olyan alakúra formálták,
mely segíti a forraszanyag felvitelét a forrasztani kívánt
felületre. A hőmérséklet előállítása
alapján van elektromos (4) és gáz (5) vagy benzinlámpás
melegítővel ellátott rendszerű. Csatornák és egyéb
nagy felületű tárgyak forrasztásához alkalmasak. Az
elektromos kivitelűeknél célszerű legalább 300 W teljesítményűt
használni. A gázzal melegített berendezés mobilitása
lehetővé teszi a folyamatos üzemeltetést, míg a benzinlámpával
melegített páka szakaszosan működtethető. Figyelni kell arra
a tényre, hogy a vörösréz forrasztóvégen
(6) létre jön a forrasz anyag korróziója, tisztítani
kell a munkafolyamat megkezdése előtt, először mechanikusan, majd
szalmiákkő alkalmazásával kémiailag. A szalmiákkő
alkalmazását a 7. ábra mutatja be.
Lényegük, hogy vörösréz
forrasztó fejüket olyan alakúra formálták,
mely segíti a forraszanyag felvitelét a forrasztani kívánt
felületre. A hőmérséklet előállítása
alapján van elektromos (4) és gáz (5) vagy benzinlámpás
melegítővel ellátott rendszerű. Csatornák és egyéb
nagy felületű tárgyak forrasztásához alkalmasak. Az
elektromos kivitelűeknél célszerű legalább 300 W teljesítményűt
használni. A gázzal melegített berendezés mobilitása
lehetővé teszi a folyamatos üzemeltetést, míg a benzinlámpával
melegített páka szakaszosan működtethető. Figyelni kell arra
a tényre, hogy a vörösréz forrasztóvégen
(6) létre jön a forrasz anyag korróziója, tisztítani
kell a munkafolyamat megkezdése előtt, először mechanikusan, majd
szalmiákkő alkalmazásával kémiailag. A szalmiákkő
alkalmazását a 7. ábra mutatja be.
Néhány gondolat a páka tömege és a forrasztás
összefüggéséről: A forrasztás során a
forrasztó véget a forrasztandó anyag lehűti, ezzel a "hőntartási"
folyamat megszakad. Gyakorlatilag olyan mértékben visszahűl a
páka, hogy alkalmatlanná válik a forrasztó anyag
megömlesztésére. A hiba elkerülése érdekében
a vastag és jó hővezetésű anyagokat célszerű előmelegíteni
(8), ezzel a forrasztás minőségét nagymértékben
elősegítjük.
Vezetékek és vékony anyagok forrasztásának
kiváló eszköze az elektromos pillanatforrasztó-páka
(9). A váltóáramú transzformátor szekunder
tekercsének kis feszültségű tekercsére kötött
ellenállás (néhány század ohm, gyakorlatilag
rövidzár) felmelegedése idézi elő a forrasztási
hőmérsékletet. A forrasztó felület vörösréz
huzal, vagy erre a célra kialakított gyári forrasztóhegy.
A forrasztófelület tömege kicsi, így csak azokban az
esetekben használható biztonsággal, ahol a visszahűtésből
eredő veszteség nem számottevő (pl. vezetékek, apró
tárgyak). Érdemes tudni ezekről a berendezésekről, hogy
szekunder feszültségük 1 volt körüli, míg
áramerősségük 100 A nagyságrendű. Hálózati
fogyasztásuk kb. 100 W. Különböző hőmérsékleten
üzemelő hegyekkel (3) lehet a forrasztás hőfokát előre meghatározni
és ezt figyelembe véve, kiválasztani a megfelelő forrasztóanyagot.
 A precíziós forrasztások eszköze a hőfok
stabilizált elektromos pákák (10). Az elektrotechnikában
használt félvezetőket és egyéb fokozottan hőmérsékletfüggő
alkatrészeket kizárólag ezekkel a berendezésekkel
lehet forrasztani.
A precíziós forrasztások eszköze a hőfok
stabilizált elektromos pákák (10). Az elektrotechnikában
használt félvezetőket és egyéb fokozottan hőmérsékletfüggő
alkatrészeket kizárólag ezekkel a berendezésekkel
lehet forrasztani.
A forraszanyagok olvadáspontját az anyag összetétele
határozza meg. Általában ón-ólom ötvözeteket
használunk, az ötvözési arányban az ólom
tartalom határozza meg a kialakult olvadáspontot. A nagy ólom
tartalmú forraszanyagok olvadáspontja és kötési
szilárdsága magas. Az ón tartalom növekedésével
csökken ugyan az olvadáspont, de ezzel együtt csökken
a forrasztott kötés mechanikus terhelhetősége is. Célszerű
tehát az okos középutat választani, pl. csatorna forrasztásánál
alkalmazzuk az F-Sn 63, vagy az F-Sn 50 jelű forraszanyagot (a jelölő szám
az óntartamot jelzi). Ezek a forraszanyagok rúd kivitelűek, folyató
szert nem tartalmaznak.
Létezik olyan kialakítás, ahol a forrasztó anyagban
található a folyató szer is, ezek az ún. "gyantás
cinek" (11). Kémiai összetételük úgy módosul,
hogy ón, ólom mellet még cadmiumot vagy bizmutot is tartalmaznak.
A cadmium tartalom olvadáspont csökkentő hatásának
köszönhetően a forrasztási hőmérséklet 140-160
fok közé csökken. Ez alkalmassá teszi a forrasztó
anyagot a pillanatforrasztó-pákával történő
használatra. Jelölése: F-Pb Sn 40 Cd, ahol a cadmium tartam
17-18%.
 Precíziós forrasztásokhoz szükség
van olyan forraszanyagokra melyek olvadáspontja 70-100 fok között,
van. Ezt a hatást az ötvözet bizmut tartalmának fokozásával
érhetjük el. Jelölése: F-Bi52 Sn15 Pb, ahol a bizmut
tartalom 52-53%-os nagyságrendet ér el. Általában
ezek a forraszanyagok folyasztó szert tartalmaznak. A folyató
szert olyan módon helyezik el, hogy az több csatornán keresztül
is beágyazásra került a forraszanyagba, ezzel a fokozott
folyatási készséget segítik elő.
Precíziós forrasztásokhoz szükség
van olyan forraszanyagokra melyek olvadáspontja 70-100 fok között,
van. Ezt a hatást az ötvözet bizmut tartalmának fokozásával
érhetjük el. Jelölése: F-Bi52 Sn15 Pb, ahol a bizmut
tartalom 52-53%-os nagyságrendet ér el. Általában
ezek a forraszanyagok folyasztó szert tartalmaznak. A folyató
szert olyan módon helyezik el, hogy az több csatornán keresztül
is beágyazásra került a forraszanyagba, ezzel a fokozott
folyatási készséget segítik elő.