How to make the Pad plate
As you know , the pad plate is importance in the pad printing system . in EURO ,Amicain ,the person use the plexiglas plate amost ,in ASIA ,the person use the steel plate most . the steel palte pricce Is low and competitive more than the plexglas plate .the steel plate
steady and safe in operation and durability. was easy to disassemble and maintain.
The following introduce how to make the steel plate : Making pad plate is first step to begin know pad printing technology. and pad plate item :
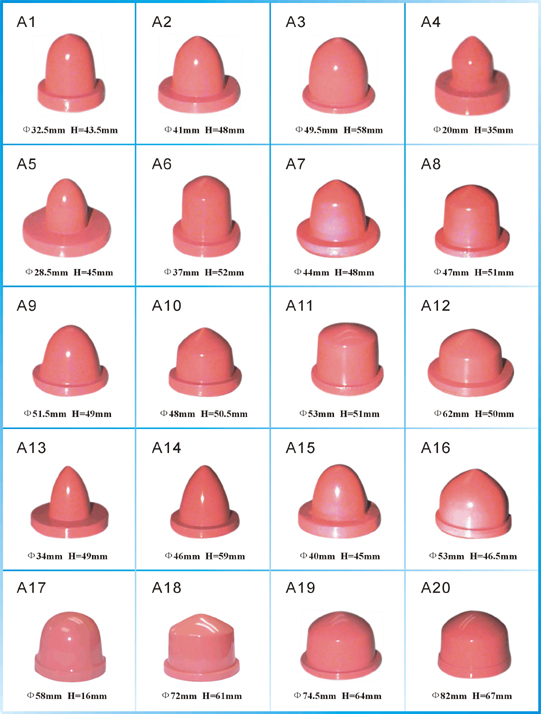
A : Thick steel plate
Opening ink dish with the thick steel plate. Include size 3″*4″,;4 ″*4″,4″*6″,4″*8″*4″″all thickness is 10 mm.
B : thiner stel plate
Sealed (close) ink cup with the thin steel plate ,include size 100*230mm ,100*260mm. 100*280mm. Thickness is 0.25mm, 0.3mm, 0.5mm, 1.0mm.
The thick steel plate and thin steel plate process as same .it is only different process the Etch time of thin steel plate than the thick steel plate .
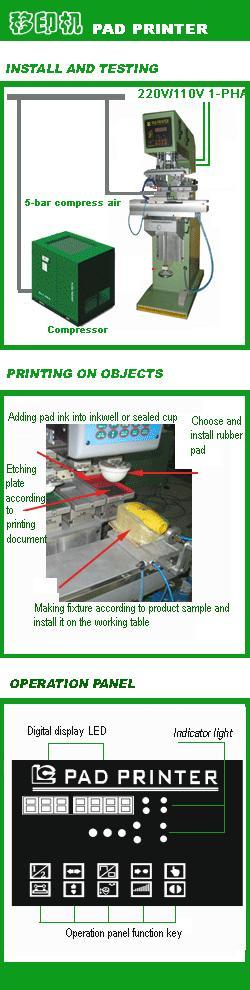
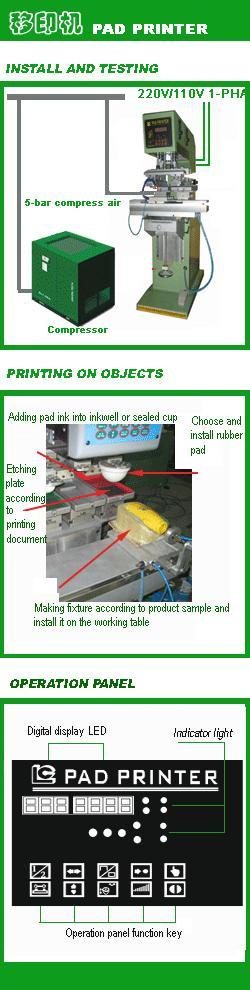
? Output film: Output film according to computer document provided by customer with laser output machine. You also ask expert output center to make film for you, most of pad film is positive.
? Coating emulsion chemistry products :
a: Washing clean the steel plate with depurative.
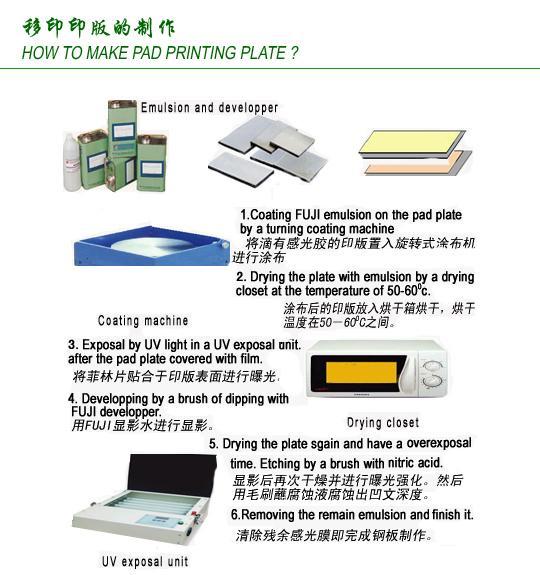
b :Coating FUJI emulsion on the steel plate by hand. or dipping coating machine or spraying coating machine. .
note : some supply already coating emulsion with the steel plate.
? Drying: put the steel plate with emulsion into drying closet at the temperature of 150? for 5-15 minute..
? Exposure: put up the firm with glass press close the steel plate in the UV exposure machine for 30Sec –1minute.to exporsure .
? Developing: Dipping pad plate into the jar full of FUJI developer liquid for several minutes till displaying hidden image on the surface of emulsion. Then blowing it and removing water by compress air gun.
?. Etching by hand:Taking one brush dipped with etching liquid and brushing the hidden image 3-5 times so that hidden image completely display. Some factory have no etching machine, please continue taking brush to brush for 30-50 seconds. Because etching operation only by hand, correct depth of pad plate only by experience.
? Etching by machine: Precision etching and half-tone drawing must be use spraying etching machine. Pad plate put into etching machine and is adsorbed by magnet installed on the frame within PVC etching box. Setting etching time and start etching machine till the machine stop automatically.
?. Blowing: Take compress air gun to blow pad plate and confirm having no remain etching liquid.
Measure depth: Standard depth is about 19-23 um. Fact depth must be according to customer request. More long etching time and deeper. Measure fact depth with depth measure meter.
10. Package: Removing emulsion on the pad plate by clean solvent? Clean it by clothes then spraying anti- rustiness and put into PA plastics bag. Pad plate has been finished!
TECH OF ETCHED PAD STEEL PLATE
There are three main types of etched pad plate:
1. Thick steel Plate, amost thick steel thickness has 10 mm.
2. Thin steel plate ,thin steel plate thickness has0.25; 0.3,0.5mm
3. Plastic photopolymer
In all cases the image is created photographically. A photopositive is first produced. This must read correctly with the emulsion towards the viewer. Steel plates are coated with a photosensitive coating and the plastic is already photosensitive. The photopositive is then placed on the surface of the plate. The plates with the photosensitive attached are exposed to ultra violet light. This hardens the non-image areas, leaving the image areas to be washed away. In the case of the plastic polymers, either water or a mix of water and alcohol are used.
Once washed out, the plate must be dried. This is a simple process. Equipment costs are likely to be in the region of S$3000, the majority of this being the exposure unit and a drying oven.
There are custom-made units available that can cost a little more than this. As long as you make sure the plate-making area is clean, there is no reason why high quality plates should not be produced using this type of equipment.
These photopolymer plates will last up to 20,000 cycles, although care is required in setting the machine.
Thick steel (10mm) etched plates are preferred when runs are likely to be as high as 500,000 upwards. Once the image has been exposed and washed out, the metal itself has to be etched with ferric chloride or hydrochloric acid. Both of these materials are very aggressive and need careful handling, and the thick steel has to be coated with the steel plates.
An alternative is to use thin steel plates which can be purchased with the photosensitive coating already applied. These still require the use of an aggressive etching medium but the fact that they are pre-coated with the photosensitive emulsion makes processing a more practical proposition for printers. In terms of quality of print,
the plastic photopolymers give the best results, followed by thick steel, and finally thin steel. From the point of view of using the plates in production, the thick steel is by far and away the best followed by thin steel and finally plastic photopolymer. The differences in print quality will only be seen if you are doing highly critical work.
The depth and quality of etch is very important. Normally the depth would be 25 microns. For large areas the depth may increase to 30 microns. It is only in a very specialised applications that it would be any greater than this. The etch depth must be consistent across the plate and there must be no irregularities in the bottom of the etch.
The image printed will only be as good as the etch. Some steel plates are made of inferior quality steel with a poor crystalline structure. Flaws in the steel will show as a poor etch and consequently a faulty print.