![]()
b) A fémanyagok megmunkálása
Amint a faanyagoknál, ugyanúgy a fémanyagoknál is rendesen fűrészeléssel kezdjük a munkánkat. Fémfűrészül lombfűrészünket használhatjuk fel, amelybe aprófogú fémfűrészt iktatunk. Vastagabb lemezeket fémfűrész helyett hidegvágóval is szétvághatjuk úgy, hogy a vágó éle a megrajzolt vonal mentén végigvezetve, a vágó fejét erősebb kalapácsütésekkel ütjük. A vékonyabb lemezeket lemezvágó vagy bádogosollóval, vagy a házi használatnak már meg nem felelő, közönséges ollóval metsszük. A fémek reszeléséről fölösleges többet mondanunk, mint amennyit a faanyag megmunkálásánál a reszelésről már elmondtunk. A drótszálak hajlításáról sem kell külön tárgyalnunk, annyira egyszerű művelet ez. Az egyes alkatrészeknek a csiszolópapírral vagy csiszolóporral való kicsiszolása is közismert dolog. Mindenesetre azonban szólnunk kell a csövek hajlításáról, a fémrészek szegecseléséről és forrasztásáról, mert ezek már több tudást és gyakorlatot követelnek.
Ha csövet kifogástalanul akarunk meghajlítani, akkor azt olvasztott gyantával töltjük meg, hogy a görbítés alkalmával az ellapulás és a kikönyökösödés ellen megvédjük. A kívánt görbület elérése után a csövet láng fölé tartjuk s a megolvadt gyantát kicsurgatjuk. Dughatunk azonban nádpálcát is a csőbe, amelyet a meghajlított csőből ismét kihúzunk.
A modellkészítésnél sokszor kel fémrészt, például két lemezt vagy csövet hideg állapotban egymáshoz erősítenünk. Ez az összekötés lehet oldható vagy állandó. Az oldható kötéseket finom anyáscsavarokkal, az állandóakat pedig szegeccsel végezzük.
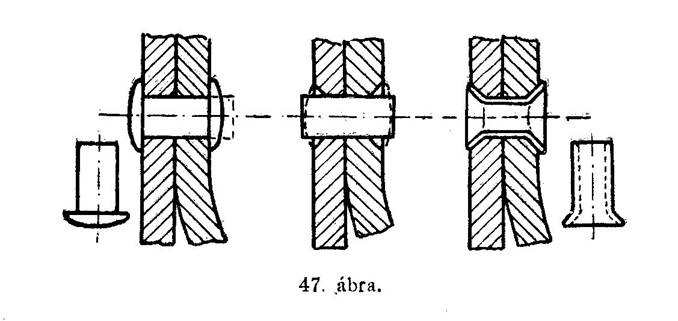
Az első esetben úgy járunk el, hogy az összekötendő két fémlemezt átfúrjuk s a kapott nyíláson átdugott csavarorsóra a csavaranyákat kétoldalt szorosan rácsavarjuk; a másodikban, vagyis a szegecselésnél pedig úgy, hogy a két fémlapon átfúrt nyílásba szegecset illesztünk s ez utóbbi fejét súlyosabb vastárgyra helyezve, a szegecsnek másik, kiálló végére először a kalapácsnak éles végével mérünk néhány gyenge ütést, majd ezután annak lapos felével mindaddig verjük, míg csak a szegecset a 47-ik ábránkon feltüntetett első mód szerint szét nem lapítottuk. Ha egészen kis tárgyakat akarunk összeszegecselni, akkor szegecs helyett a két összekötendő lemez vastagságánál valamivel hosszabb vörösréz vagy alumíniumdrótot használhatunk, melyet a lemezeken ellapítunk. Ezt az esetet szemlélteti a 47-ik ábránk középső rajza. Van azonban a szegecselésnek még egy harmadik módja is; a vékony réz- vagy alumíniumcsővel való szegecselés. Ennél úgy járunk el, hogy a rövid kis szegecselőcsövet egyik oldalán pontozóvas segítségével kúposan kibővítjük s az ugyancsak kúposan kimélyített lemeznyílásokba illesztve, a másik végével is hasonlóan cselekszünk. A kitágított csővégek alkotják a szegecs két fejét. Mellékelt 47-ik ábránk harmadik rajzán világosan láthatjuk az egészet. –Hogy a szegecs minél hatásosabban szorítsa össze az összekötendő két lemezt, az utóbbiakba fúrt nyílást vastagabb fúróval ki szoktuk mélyíteni. A szegecsnek a lemezekből kiálló két fejét ilyenkor szépen lereszeljük, hogy a szegecsvégek a lemezlapokkal egy síkot alkossanak.
A szegecselést a modellkészítésnél kitűnően használhatjuk. Merevítő árbocoknál, futószerkezeteknél talán a leggyakoribb kötési módszer. Természetesen nemcsak a lemezek összekötésénél, hanem a lemezeknek ellapított csövekhez, vagy csöveknek csövekhez való erősítésénél is alkalmazhatjuk. Szép példát láthatunk erre a 94-ik ábrán, ahol a légmótortartályra vannak szegecselve a futószerkezet felső ágain lévő papucsok.
A fémrészeknek egymáshoz erősítése nemcsak szegecseléssel, hanem forrasztással is történhetik. Modellrepülőgépeink készítésekor rendesen ónforrasztáshoz folyamodunk. Ha például egy lemezt és egy csövet akarunk összeforrasztani, akkor a két darabnak mindenekelőtt megadjuk azt a formát, amelyet egymáshoz viszonyított helyzete megkíván s azután az egymásra illesztendő részeket reszelővel vagy csiszolópapirossal megtisztítva higított sósavval kenjük be. A sósav a lemezen még rajta lévő tisztátalanságokat s a fémek felületét fedő oxidréteget távolítja el. Most a forrasztó pákát erősen megmelegítjük, de csak annyira, hogy vörös izzásba ne jöjjön s az élét, hogy mindennemű rozsdától megtisztítsuk, szalmiákhoz dörzsöljük. Ha a páka elég meleg, sűrű fehér füstöt kapunk. Ezután a pákát a forrasztó ónhoz érintjük, mely vékony rétegben futja be hegyét. Ha most a pákát az összeforrasztandó részhez tesszük, az ón a fémekhez húzódik s a két darabot összeforrasztja. Az összeforrasztott helyet addig ne bolygassuk, amíg ki nem hűlt. A forrasztás csakis akkor jó, ha az ón vékonyan, hígfolyósan futja be a forrasztási helyet. Ha az ón kásás, akkor a pákánk nem elég meleg, ha pedig kis gömböcskékbe fut össze és sehol sem, vagy csak igen kevés helyen tapad, akkor az összeforrasztandó részek nem elég tiszták. Legkönnyebb rezet rézzel vagy vasat rézzel összeforrasztani. A vas vassal nehezen forr össze.
Az alumíniumrészek összeforrasztásához külön forrasztóanyagok kellenek, amelyek ma még meglehetősen drágák. Különben is igen nagy gyakorlat kell hozzá. Ép ezért az alumíniumból készült alkatrészeket inkább szegecseléssel kötjük egymáshoz.
♣ Archiválta SRY 2007 június 29. ♣ CANON
LiDE system ♣ Microsoft Word ♣ SRY MODELL 2007