![]()
Eredeti megjelent:
Modellezés
1982.12. szám
Szepes
Attila
Modellmotorok javítása,
alkatrészpótlás.
2. rész
A szétszerelt és megtisztított motort tüzetesen vizsgáljuk meg. Először
a kiemelt hengerpersely furatát ellenőrizzük, amelynek egyenletes fényt kell
mutatnia. A felső holtpont környékén viszont a dugattyú szorosabb illeszkedése
folytán - lévén a persely kúposan működő - erősebb kifényesedést fogunk látni.
Ha ez nem észlelhető, a dugattyú illeszkedése valószínűleg laza. Toljuk fel a
dugattyút a hengerperselyben és mérjük meg, hol az a pont, ahol keményen
megszorul. Nagyon lényeges, hogy ezt teljesen száraz állapotban vizsgáljuk,
mert olajosan nem érzékelhető határozottan a beékelődés. Ezen
méretei összevetve a felső holtpontéval, máris megállapítható a motor
használtsági foka. Gyárilag általában a felső holtpont előtt 0,5-1 mm-rel megszorul a dugattyú, néha még előbb is, főleg
a csekély kúposságú perselyek esetében. Nem mindegy,
milyen célra használjuk motorunkat, egy RC modellhez szorosabb illeszkedés
kívánkozik, mint az állandó magas fordulatszámon üzemelő sebességi
kategóriákhoz.
Ha a dugattyú jelentősen feljebb tolható az előzőkben leírtaknál, esetleg
keresztül is megy a perselyen, új alkatrész beszerelése szükséges. Ennek
készítésével külön részben foglalkozunk.
Következőkben vizsgáljuk, meg a forgattyús mechanizmust, amely a főtengelyből és általában két golyóscsapágyból áll. Ujjainkkal megpörgetve a tengelynek könnyen kell forognia a csapágyak hangtalan járása mellett. Megálláskor az ellensúly folytán a főtengelycsapnak kell felfelé néznie. Sokszor a golyóscsapágy futópályája a robbanások hatására beverődik, a belső gyűrű a tengelyen megforog, rossz esetben a külső gyűrű is vándorol az alumínium csapágyházban, amelyet annyira kikoptathat, hogy a csapágyak közöti tömítő csúszórészhez fémesen hozzáér a tengely. Ha bármilyen rendellenességet tapasztalunk, szedjük szét ezt a részt. A csapágyak 110-120 °C-on könnyen kiesnek a fészekből. Egyenként ellenőrizzük a könnyű futást és a lehűlt alumínium házban való szoros illeszkedést.
Cseréljük ki a hibás csapágyakat, és amennyiben lazán beesnek a fészekbe,
ragasszuk be két komponenses ARALDIT-tal.
Ez függőleges helyzetben történjen a tengellyel együtt kb. 60-70 °C-on, ezáltal biztosított az egytengelyűség és az üzemi hőmérsékleten
történt ragasztás tartósnak fog bizonyulni.
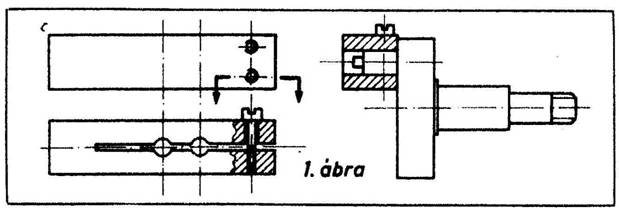
Hátra van a főtengely
ellenőrzése. Ennél a kopott forgattyúcsap okozhat fejtörést, mivel ez az alsó
holtpontnál - ahol a dugattyú vált - oválisra kopik. Ha ennek mértéke nem túl
nagy az 1. ábra szerinti csiszolószerszámmal rendbe tudjuk hozni. Fúrjunk és
dörzsöljünk egy 12x12-es húzott alumíniumba a forgattyúcsap átmérőjének
megfelelő furatokat, hasítsuk fel, majd finom csiszolópasztával kenjük be.
Csavarral történő fokozatos összeszorítás mellett kézzel forgassuk körbe, amíg
mikrométerrel mérve körkörössé nem válik. A szerszámban azért var két menet,
hogy a forgattyúcsap tövénél levő csavarral szorítsunk. A szerszám furatait és
oldalait váltogassuk a kúposság elkerülése végett. Amennyiben a
hengerperselyen kisebb foltokat észlelünk és a dugattyú is laza, elő kell
készítenünk a hengerperselyt új dugattyú beillesztéséhez. Ha keménykrómozott a
furat, ezen gyárilag igen vékony a galvanizált réteg.
Amennyiben a persely átedzett acél, ott már sokkal nagyobb alakhibák javíthatók
ki.
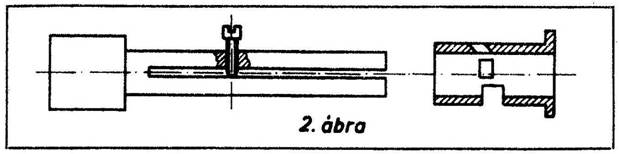
A 2. ábra szerint esztergáljunk sárgaréz
tüskét - a rajzon látható arányok szerint - amely a hengerpersely felső
átmérőjéig legyen szorosan feltolható. Ezután hasítsuk fel Fűrészlappal és a
hátsó harmadában helyezzünk szétfeszítő csavart, amelyet
állítsunk be a furat kúposságának megfelelően, Ezután finom olajos csiszolópaszta
segítségével körkörös mozdulatokkal leppeljük ki a
furatot.
(folytatjuk)
Az archiváló megjegyzése:
Az írások eredeti scanneléses archiválását Szilágyi Csaba (SYL) készítette, www.sylmagnetism-2.freeweb.hu
. A scannelt állományok
rendelkezésemre bocsátásáért ez úton is köszönetem fejezem ki.
♣ Archiválta SRY 2006 február
27. ♣ CANON LiDE system ♣ Microsoft
Word ♣ SRY MODELL 2006