![]()
Eredeti megjelent:
Modellezés
1983.3. szám
Szepes
Attila
Modellmotorok javítása,
alkatrészpótlás.
5. rész
A motorok megbízható működésének kulcsfontosságú alkatrésze a hajtókar.
A másodpercenként több száz robbanás erejének átvitele igen nagy, dinamikus
igénybevételt jelent, amely anyagfáradásos törésre vezethet. A hajtókarszemek
furatai a használat folytán kiverődnek és oválra
kopnak, rossz esetben az a1só furat berágódik, vagy ráolvad a forgattyúcsapra.
Ezért szükségesé válhat új hajtókarok elkészítése, amelyeknél a régi alkatrész
működő méreteinek megváltoztatása nélkül bizonyos erősítéseket is alkalmazhatunk
a tapasztalatok figyelembevételével.
Lényeges szempont a megfelelő
anyag kiválasztása. Napjainkban szinte kivétel nélkül alumínium hajtókarok
találhatók motorjainkban. A gyártásra csak a legjobb minőségű kovácsalt, ötvözött
alumíniumot használjuk, ebből készülnek a repülőgépek légcsavarjai, különböző
turbinalapátok, hajócsigák. Megfelelő lapméretű darab kimetszésével marógépen
akkora lapocskát készítünk, amely ke11ő vastagságúra munkálható és egymás
mellett 3-4 hajtókar kifér belőle. A furatok helyét marógépen célszerű központfúrni, majd előfúrás után dörzsárazni, ügyelve a pontos
furattávolságra és merőlegességre. A csapszegoldalon két század, a
főtengelycsapnál három-négy század milliméter játék legyen. Jobb motoroknál az
alsó fej furatát csapágybronzzal bélelik. Természetesen ez esetben nagyobb az
alumíniumban készített furat a falvastagságok figyelembevételével. A bronz
gyűrűt némi túlfedéssel préseljük be, hogy ne tudjon elfordulni, mive1 ez esetben
az olajfuratok elzáródnak és a motor „beáll”.
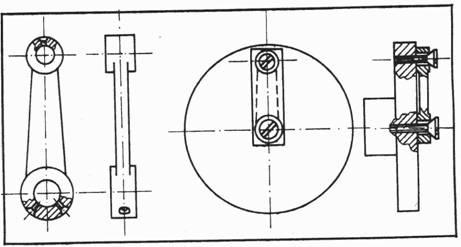
A furatokkal ellátott táblát
szétfűrészeljük és az ábrán látható tárcsán a süllyesztett
fejű csavarokkal történő rögzítés után kiesztergáljuk a fejek külső átmérőit és
a téglalap keresztmetszetű szárat. A hajtókar kontúrvonalát körülmarjuk vagy egyszerűen kireszeljük. Legtöbb motornál az alsó fej keskenyebb,
ennek végső méretét repülőtüskére tűzve szabályozzuk fel. A szár keresztmetszete
maradhat téglalap alakú, az éleknél 1egömbölyítve, esetleg kissé oválisra is
készíthetjük, de ne vékonyítsuk el túlzottan, mert súlyt a1ig nyerünk vele,viszont a szilárdsága jelentősen lecsökken és egy
hajtókarszakadás sok esetben a motor teljes tönkremeneteléhez
vezet.
Alul két, felül egy darab
olajozó furatot készítsünk. Külső részén sűlyesztve.
Nagyon fontos, hogy a hajtókar alsó furatának a főtengely sonkára felfekvő oldalát
süllyesszük ki a csap tövében levő köszörülési
sugár miatt.
Végül, néhány szót a dugattyúcsapszegről. Bár a
hajtókar szimmetrikus szögelfordulással mozog a csapszegen, a robbanást követő
negyed főtengelyfordulatnál erősebb a súrlódás mint a
sűrítési ütemben. Ennek következtében a csap vándorol a dugattyúban és kikopik
a széle. Pótlása legkönnyebben átedzett és szalmasárgára visszaeresztett
ezüstacél szálból történhet, bár nagyobb motoroknál cementált betétedzhető anyagból is készül. A belső könnyítő furat
elkészítése után köszörüljük végső méretre, ennek híján - kis ráhagyást feltételezve
-készre is leppelhetjük. Lényeges a tükörfényes
felület. A dugattyú furatán kézzel áttolható legyen.
VÉGE
Az archiváló megjegyzése:
Az írások eredeti scanneléses archiválását Szilágyi Csaba (SYL) készítette, www.sylmagnetism-2.freeweb.hu
. A scannelt állományok
rendelkezésemre bocsátásáért ez úton is köszönetem fejezem ki.
♣ Archiválta SRY 2006 február
27. ♣ CANON LiDE system ♣ Microsoft
Word ♣ SRY MODELL 2006