![]()
Eredeti megjelent:
Modellezés
1983.1. szám
Szepes
Attila
Modellmotorok javítása,
alkatrészpótlás.
3. rész
A motor kifogástalan, működésének leglényegesebb pontja a persely és
dugattyú tökéletes illeszkedése. Ezért nagy hangsúlyt kell fektetnünk a
dugattyú helyes kialakítására.
Első kérdés az anyag. Amennyiben
acélból készült a persely, megfelelő hőtágulású
dugattyút az öv.26 jelű finomszemcsés öntöttvasból
készíthetünk. A bronzból vagy sárgarézből készült keménykrómozott perselyekhez
szilíciummal ötvözött alumíniumot használunk. Erre a célra jól megfelel egy
régi, nagyméretű diesel-dugattyú csapszeg feletti tömör részéből kimetszett darab,
amelyet esztergapadon körkörösre nagyolunk. Legjobb a nyugatnémet MAHLE cég
által húzott rúd alakban forgalmazott 124-es jelű ötvözött anyag, amely további
hőkezelés nélkül felhasználható.
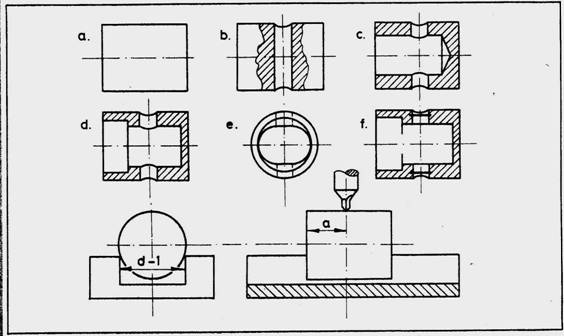
Az ábra szerinti fázisokban készítsük el az új dugattyút a régivel
azonos fő méretekkel. A felső holtponti méretnél 3-4 századdal nagyobb átmérőjű
rudat esztergálunk, természetesen igen finom felületi simasággal. Ebből
leszúrunk a dugattyú hosszának megfelelő darabokat 1 mm ráhagyással. A további
műveletek egyetlen kritikus pontja a csapszegfurat elkészítése. Ennél nem
engedhető meg 1-2 századnál nagyobb merőlegességi pontatlanság, a furat
felületi érdessége lehető legfinomabb ke11, hogy legyen. Ezen
műveletet klubunkban a nagyobb darabszám miatt fúrókészülékben készítjük.
Természetesen két-három dugattyúhoz ez nem szükséges.
Fogjunk be a marógép satujába egy alumínium tömböt, amelyet lapra
megérintünk és a keresztszán rögzítésével a dugattyú átmérőjénél kb. 1 mm-rel
kisebb maróval hornyot készítünk rajta. Ennek felső
éleit finom kővel sorjázzuk le. Továbbiakban elmozdítás nélkül ez fog szolgálni
fúróprizmaként, mivel a maró helyére fúrót helyezünk be, így biztosítható a
pontos középvonal a csapszegfurat készítéséhez. Ennek hosszirányú helyét
(„a" méret) némi ráhagyással karcoljuk fel és pontozzuk be. Helyezzük a
fúróprizmába és a végső méretnél 0,1 mm-rel kisebb
furatot készítsünk, amelyet végső méretre dörzsárazunk. A csapszeg kézzel
betolható legyen a furatba.
A csapszegfurat szélétől visszamérjük
a dugattyú tetejét és alját, majd önközpontosító tokmányban az eredetivel
megegyező méretre oldalazzuk. Ezt követően a magfuratot készítjük el
ráhagyással, a belső átmérőket lyukkéssel besimítjuk, oválisra bemarjuk a
könnyítést, végül repülő-tüskére felhúzva, beszúrjuk a biztosító gyűrűk
hornyait. A „G" alakú csapszegrögzítő gyűrű a beszúrásban úgy feküdjön,
hogy a kétharmad része besüllyedjen. Ezáltal válik megbízhatóan önzáróvá.
(Folytatjuk)
Az archiváló megjegyzése:
Az írások eredeti scanneléses archiválását Szilágyi Csaba (SYL) készítette, www.sylmagnetism-2.freeweb.hu
. A scannelt állományok
rendelkezésemre bocsátásáért ez úton is köszönetem fejezem ki.
♣ Archiválta SRY 2006 február
27. ♣ CANON LiDE system ♣ Microsoft
Word ♣ SRY MODELL 2006