![]()
Eredeti megjelent:
Modellezés
1983.2. szám
Szepes
Attila
Modellmotorok javítása,
alkatrészpótlás.
4. rész
Az előző részben leírtak szerint elkészített dugattyú az eredetivel azonos méretekkel rendetkezik, kivéve az átmérőjét, amely csupán a persely alsó részébe tolható be túlmérete folytán. Következik a legkényesebb és legnagyobb pontosságot igénylő művelet, a dugattyú kívánt méretre történő finomcsiszolása. Ez fogja biztosítani a tökéletes körkörösséget, a megfelelő felületi finomságot és a felső holtpontnál a szükséges illeszkedést. A munka elvégzéséhez nincs szükség semmilyen különleges mérőműszerre, egyedül a felső holtpont helyét kell ellenőriznünk néha tolómérővel.
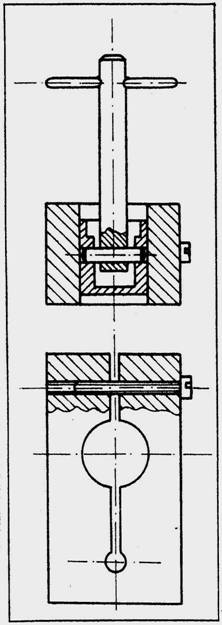
Készítsük el az ábrán látható segéd szerszárnokat:
a dugattyúcsapszeg sárgarézből készült másolatát a furathoz lazán illesztve, legömbölyített
végekkel, valamint az eredeti hajtókarnál kb. kétszeres hosszúságú rúdanyagot
két végén keresztültúrva és fogást biztosító tengellyel ellátva. Másik szerszám
az állítható csiszoló tömb, amelynek furatát úgy esztergáljuk ki, hogy a nyers méretű
dugattyú éppen áttolható legyen rajta. Ez után hasítsuk fel és lássuk el
összehúzó csavarral. A tömb anyaga alumínium dugattyú esetén textilbakelit,
míg öntöttvasnál alumínium vagy bronz. Tartsuk be a rajz szerinti arányokat,
vékonyabb falvastagság esetén rugózni tud a szerszám és követi a dugó ovalitását. Ajánlatos rögtön két darabot készíteni, mivel a
nagyolásnál használt csiszolóanyag beágyazódik a felületbe
és nem lehet finoman teppelni vele. A dugattyú teppelését kissé durvább szemcsézetű
csiszolópasztával vagy olajos csiszolóporral kezdjük. A tömb csavarját ne
állítsuk nagyon szorosra, csak annyira, hogy kezünkkel könnyedén tudjuk
forgatni és előre-hátra mozgatni a tengely segítségével a dugattyút. Ezt a műveletet
ne gépesítsük! Feszülést, alakhibát okozhat, nem beszélve a berágódásról. Időnként
mossuk ki benzinnel a szerszámot és u dugattyút, amelyet próbáljunk be a
perselybe. Látni fogjuk, hogy egyre feljebb tolható be. Ahogy közelítünk a felső
holtponti méret felé, egyre finomabb csiszolóanyagot használjunk. Két
milliméterre megközelítve a holtpontot, hagyjuk abba a teppelést
és próbaképpen szereljük össze a motort. Természetesen
előtte tökéletesen el kell távolítani a csiszolóanyag maradványalt az alkatrészről.
Előfordul, hogy a hengerfejcsavarok meghúzásával kissé 1azábbá válik az illesztés,
ezért nem árt az óvatosság. Inkább szedjük szét néhányszor a motort az
igazítások miatt, mint kompressziószegény illesztést
nyerjünk.
Amíg nincs megfelelő tapasztalatunk, légcsavarral történő próbajáratással ellenőrizhetjük munkánk eredményét. A túlságosan szoruló dugattyú palástján látjuk az erre utaló nyomokat. Természetesen a használatos fordulatszámnak megfelelő terhelésű légcsavart tegyük fel a járatáshoz. A jól elkészített dugattyú a használat folyamán is egyenletes képet mutat, nincsenek palástján foltok, a főtengely átfordulásakor csak a felső holtpont körül szorul, a többi részen súrlódás nélkül fut.
(Folytatjuk)
Az archiváló megjegyzése:
Az írások eredeti scanneléses archiválását Szilágyi Csaba (SYL) készítette, www.sylmagnetism-2.freeweb.hu
. A scannelt állományok
rendelkezésemre bocsátásáért ez úton is köszönetem fejezem ki.
♣ Archiválta SRY 2006 február
27. ♣ CANON LiDE system ♣ Microsoft
Word ♣ SRY MODELL 2006